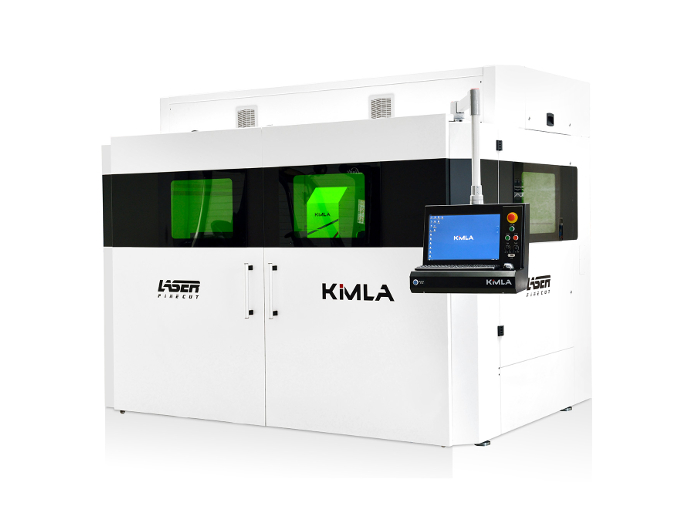



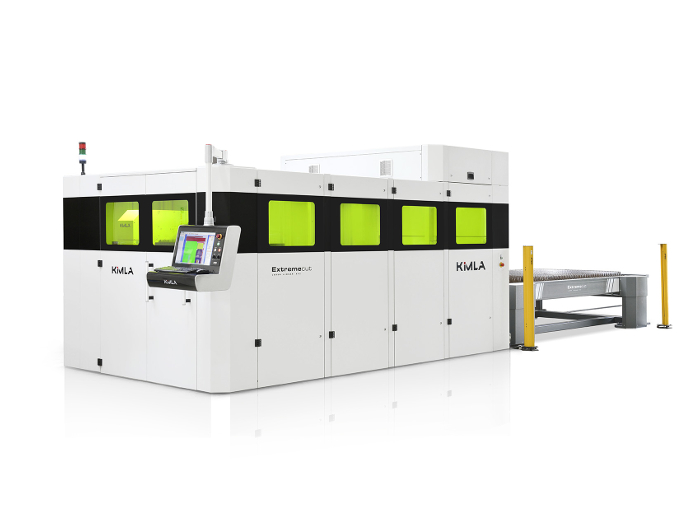
Wycinarki laserowe Kimla z napędami liniowymi, umożliwiają szybkie i wydajne wycinanie dowolnych kształtów z arkuszy blach. Wyjątkowo wysokie prędkości i przyspieszenia bez ograniczania zrywu w połączeniu z układami pomiarowymi o wysokiej rozdzielczości umożliwiają osiągnięcie niespotykanej wydajności i dokładności cięcia.
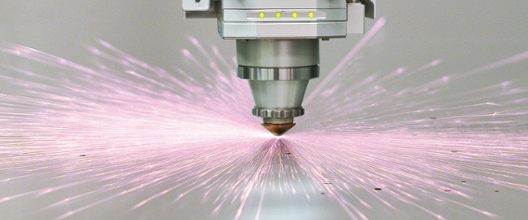
W laserach Fiber Linear firmy Kimla uzyskano niespotykaną do tej pory na świecię dynamikę, dzięki zastosowaniu ultranowoczesnych absolutnych układów pomiarowych położenia o rozdzielczości 1 nm firmy Renishaw, regulatorów pozycji, prędkości i przyspieszenia oraz systemu sterowania z Dynamiczną Analizą Wektorów.
Różnica w pracy Laserów Fiber Linear firmy Kimla w stosunku do laserów CO2 jest szczególnie zauważalna w przypadku blach cienkich do 8mm. Koszt wycięcia detalu Laserem Kimla Linear można obniżyć wielokrotnie. Umożliwia to znacznie większa sprawność energetyczna, dochodząca do 35% (w laserach CO2, tylko do 5%) oraz większa koncentracja energii, wynikająca z krótszej długości fali światła.

Lasery światłowodowe Firmy Kimla posiadają liczne atuty: doskonałą jakość i wysoką wydajność przy możliwości ich dostosowania do indywidualnych potrzeb klienta. Dodatkową zaletą laserów firmy Kimla jest ich korzystna cena.
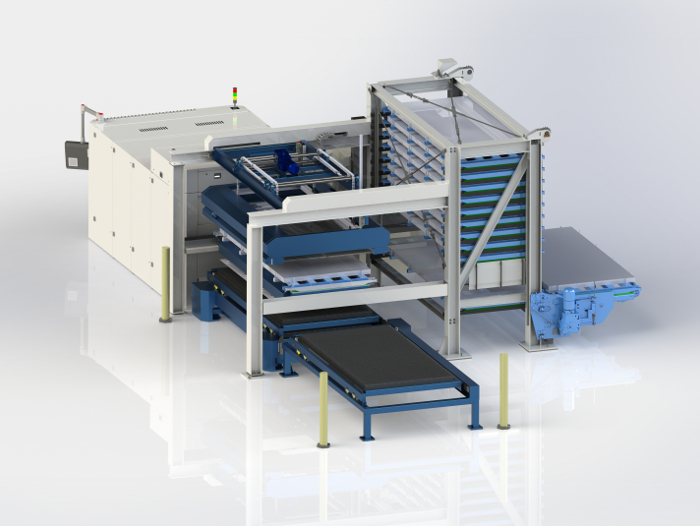
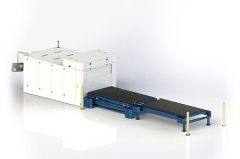
Lasery Kimla produkowane są w zależności od potrzeb, w różnych konfiguracjach i obszarach roboczych. Różnorodność ta dotyczy: stopnia automatyzacji, mocy źródła lasera oraz wyposażenia. Firma Kimla produkuje lasery zarówno z jednym stołem roboczym, których istotnym czynnikiem jest wysoka wydajność przy niskiej cenie jak i lasery produkcyjne z automatyczną wymianą palet, z systemami odciągowymi, oraz oprogramowaniem do nestingu i przygotowania produkcji.

Lasery produkcyjne są maszynami o większej wydajności, prędkości maksymalnej i przyspieszeniach. Lasery światłowodowe Kimla dzięki unikalnym możliwościom bardzo szybkiego cięcia cienkich blach doskonale nadają się do wycinania jako alternatywa dlaa wykrawarek rewolwerowych, które dotychczas były uznawane za najtańszą technologię cięcia elementów z blach.
Atutem laserów światłowodowych KIMLA jest ich wysoka jakość i wydajność oraz możliwość ich dostosowania do indywidualnych potrzeb klienta przy korzystnej cenie, znacznie atrakcyjniejszej, niż w przypadku innych urządzeń oferowanych na rynku.
Firma Kimla jako pierwsza na świecie zintegrowała system drukowania do opisywania wycinanych detali. Już nie musisz ręcznie opisywać detali po ich wycięciu. Przed cięciem specjalna głowica drukująca naniesie opisy detali na arkusz blachy. Wszystkie detale po wycięciu będą już łatwo identyfikowane: zobacz film - drukowanie opisów na laserze fiber »
Dostępna jest również już opcja głowicy skanujęcej do lasera do skanowania istniejących detali co uwalnia nas z czasochłonnego przerysowywania istniejących fizycznie części i znacznie skraca czas przygotowania projektu.

Dla klientów posiadających lasery niemieckiej firmy wprowadziliśmy opcję importu plików *.GEO ułatwiając przejście na wydajne lasery firmy Kimla. Nie trzeba już konwertować tysięcy plików GEO zgromadzonych przez wiele lat.
Ważne artykuły
opcje podstawowe
| Model lasera | Finecut | Flashcut | Powercut | Extremecut |
|---|---|---|---|---|
| Moc lasera | do 2kW | do 4kW | do 8kW | do 12kW |
| Obszar roboczy (mm) | 1000 x 2000 1500 x 3000 |
1000 x 2000 1500 x 3000 2000 x 4000 |
1000 x 2000 1500 x 3000 2000 x 4000 2000 x 6000 2000 x 8000 2000 x 10000 2500 x 3000 2500 x 6000 2500 x 8000 2500 x 12000 |
1000 x 2000 1500 x 3000 2000 x 4000 2000 x 6000 2000 x 8000 2000 x 10000 2500 x 3000 2500 x 6000 2500 x 8000 2500 x 12000 |
| Zakres osi Z | 100 mm | 100 mm | 100 mm | 100 mm |
| Napędy liniowe | tak | tak | tak (HP) | tak (HP) |
| Automatyczny zmieniacz palet | nie | tak | tak | tak |
| Laserowe bariery bezpieczeńśtwa | nie | tak | tak | tak |
| Drzwi z każdej strony lasera | tak | tak | tak | tak |
| Odpylacz z filtrami Ultraweb | nie | tak | tak | tak |
| Zmienna ogniskowa głowicy (zoom) | nie | opcjonalnie | tak | tak |
| Belka z kompozytów węglowych | nie | nie | nie | tak |
| Sterowanie i oprogramowanie | ||||
| System sterowania CAD/CAM/NEST/CNC | tak | tak | tak | tak |
| Nesting z zarządzaniem produkcją | opcjonalnie | 1 stanowisko | 1 stanowisko | 2 stanowiska |
| Połączenie z systemem ERP | nie | opcjonalnie | tak | tak |
| Wycinanie w locie (flycut) | opcjonalnie | tak | tak | tak |
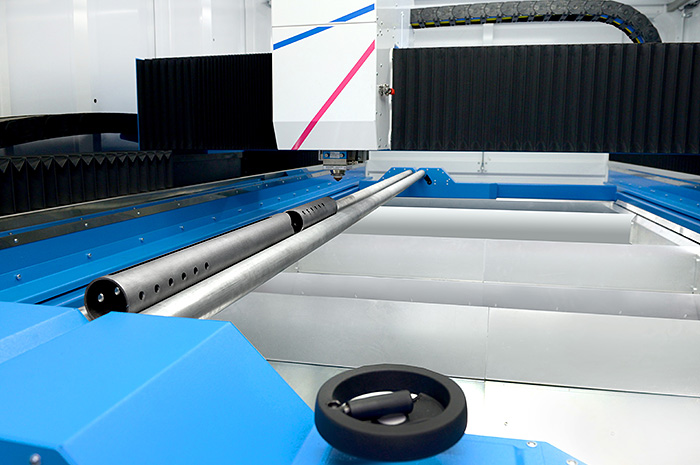
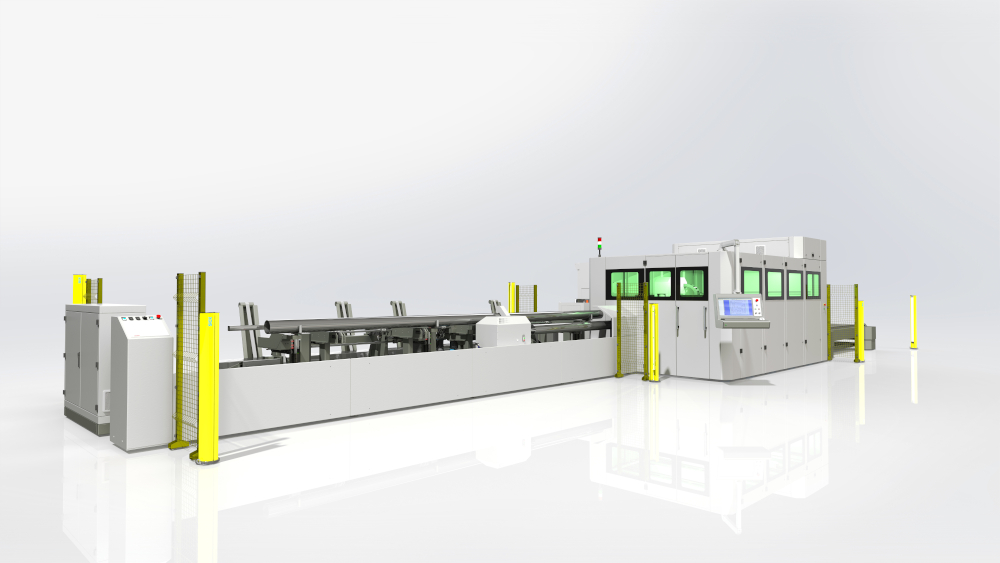
Laser do cięcia rur

Laser 10 metrów
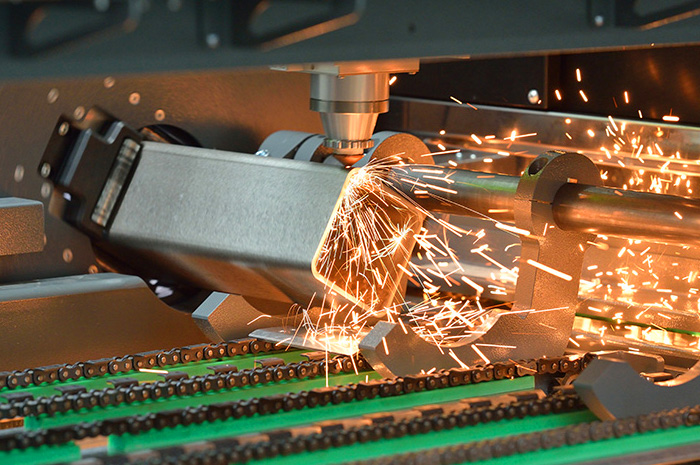
Laser fiber cięcie rur i profili
Laser trójpaletowy
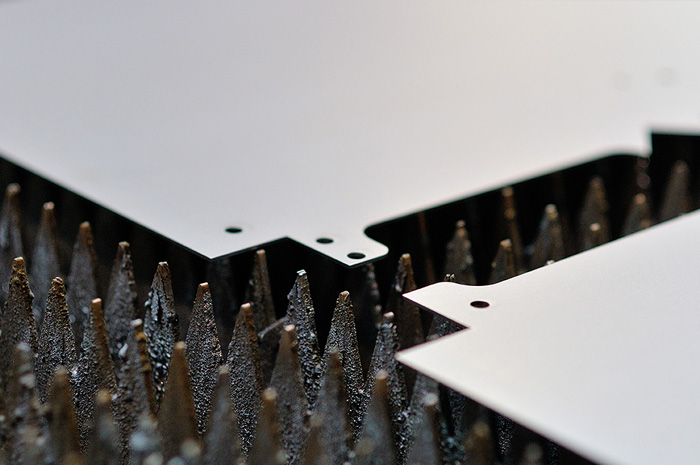
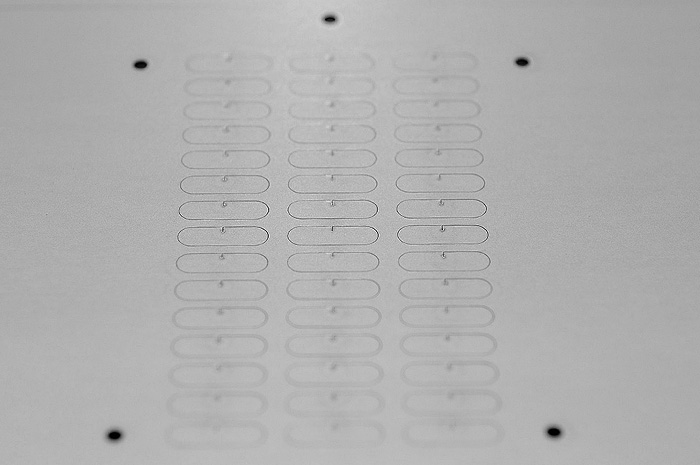
Blacha cięta na laserze fiber

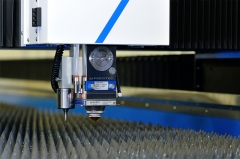
Laser światłowodowy
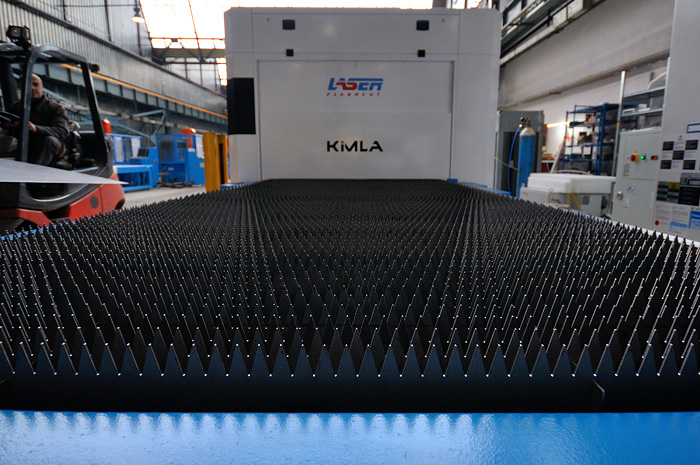
Ruszt lasera
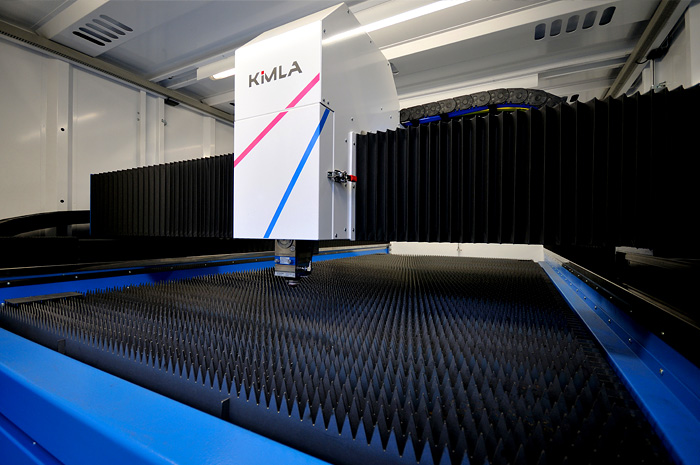
Laser światłowodowy wewnątrz

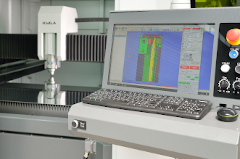
Panel sterowania wycinarką laserową

Sonda pomiarowa przy głowicy lasera

Elementy ze stali nierdzewnej cięte na laserze

Instalacja elektryczna
Blacha obrabiana na laserze


Konferencja Fiber Laser Days
Wycinanie kątowników 1,5mm stal czarna

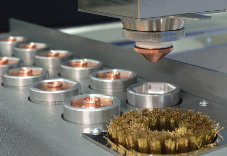
Wycinanie kół zębatych z blachy 3mm

EY Przedsiębiorca roku 2021

HSU - zaawansowany system antykolizyjny dla laserów

Koszty laserowego cięcia blach zmniejszyliśmy 10 razy!

Ekstremalnie szybkie cięcie stali na laserze fiber Kimla

Przystawka do cięcia rur na laserze

Cięcie stali 6mm - Laser fiber 10kW

11 otworów na sekundę

Załadunek profili i rur

Cięcie stali 60mm
Ekstremalnie szybkie wycinanie w stali.

Zintegrowany system znakowania wyciętych elementów

Zmieniacz trójpaletowy w laserze

Drukowanie opisów na blachach

Jak produkujemy najszybsze lasery KIMLA

Laser fiber 2x6m z automatycznym załadunkiem i rozładunkiem

Laser fiber Kimla 10kW cięcie stali 10mm

Wycinarka fiber do rur

Laser fiber 1kW

Laser fiber FlashCut

Laser fiber - zmieniacz palet

Laser fiber cięcie stali 16mm

Laser fiber cięcie stali 6mm

Laser fiber high speed

Laser fiber z napędami liniowymi

Niezwykle szybki laser liniowy
Laser fiber 8kW

System sterowania laserów

Złoty medal dla lasera 8kW na targach ITM

Produkcja laserów i waterjetów

Laser 8 otworów na sekundę

System załadowczo-rozładowczy

Laser z załadunkiem i rozładunkiem

Wymiana i czyszczenie dysz w laserze